



Features:
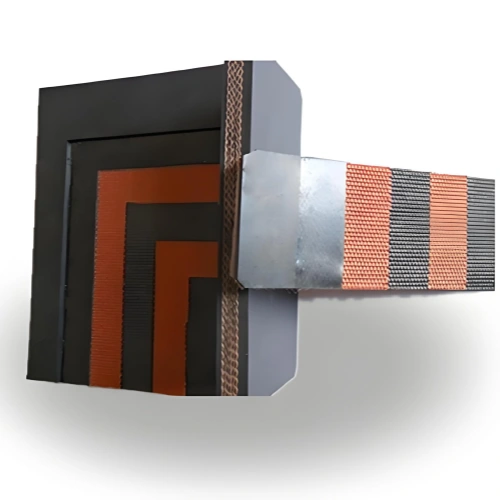
The Fire Resistant Conveyor Belt is built with advanced materials and technologies to offer superior fire resistance, making it perfect for applications in underground mining, cement plants, foundries, iron ore, and steel mills. It can handle the transportation of flammable materials such as mining sinter, cinder, and coke, while ensuring that fire hazards are effectively mitigated. The belt is designed for long-lasting durability and safety, complying with fire resistance standards such as ISO 340 and DIN 22102-1. Additionally, it operates efficiently under high-temperature environments, with a working temperature range from -20°C to 300°C.
Applicable:



